关于我们
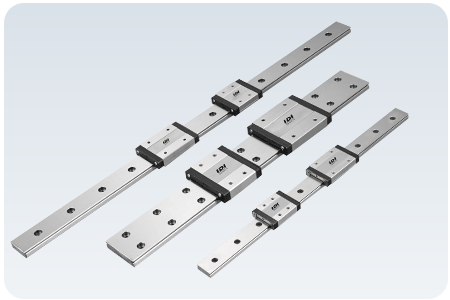
导轨的定位精度实现和保证主要通过以下几个关键方面:
一、制造精度
加工工艺
在导轨的加工过程中,高精度的加工设备是基础。例如,使用高精度的磨床对导轨表面进行磨削。通过控制砂轮的进给量和磨削速度,能够将导轨表面的平整度控制在极小的误差范围内。一般来说,直线导轨的表面粗糙度可以达到 Ra0.8 - Ra0.2μm,这有助于减少导轨运动时的摩擦力,提高定位精度。
对于导轨的安装面和定位面,采用数控加工中心进行铣削等加工操作。加工时,机床的定位精度可以达到 ±0.005mm,通过编程和刀具路径规划,保证这些关键面的尺寸精度和形位公差。例如,导轨安装面的平面度误差控制在很小的范围内,能确保导轨安装后的初始精度。
材料质量
选择合适的材料对保证定位精度也很重要。通常会使用合金钢,如 GCr15 等。这些材料经过淬火和回火等热处理工艺后,具有较高的硬度和良好的耐磨性。材料的均匀性也很关键,不均匀的材料在加工和使用过程中可能会因为内部应力释放而导致导轨变形,影响定位精度。
二、装配与调整
安装方式
正确的安装是保证导轨定位精度的重要环节。在安装导轨时,需要使用专业的安装工具,如力矩扳手,按照规定的扭矩拧紧安装螺栓。安装面要清理干净,不能有杂质和油污,以保证导轨与安装面紧密贴合。对于较长的导轨,可能还需要采用多点支撑和辅助定位装置,防止导轨在安装过程中出现扭曲等变形情况。
调整环节
安装完成后,需要进行精细的调整。可以使用激光干涉仪等高精度测量仪器来检测导轨的直线度和定位精度。根据测量结果,通过调整导轨的安装位置或使用调整垫片等方式来纠正偏差。例如,在机床导轨安装中,如果发现导轨在某个方向上有轻微的倾斜,可以在导轨的安装底座与机床床身之间添加合适厚度的垫片来调整导轨的水平度,从而保证定位精度。
三、使用过程中的维护与补偿
润滑措施
良好的润滑可以减少导轨的磨损,保证其精度的长期稳定性。采用合适的润滑剂,如油脂或油液,并且要定期添加和更换。润滑可以降低导轨运动时的摩擦系数,减少爬行现象,使运动更加平稳,有利于保持定位精度。例如,在自动化生产线的导轨系统中,定期的润滑可以保证机械臂等设备在导轨上移动,实现定位操作。
精度补偿技术
随着导轨的使用,由于磨损等因素可能会导致精度下降。此时,可以采用精度补偿技术。一些导轨系统配备了电子补偿装置,通过传感器实时监测导轨的位置误差,然后由控制系统发出指令,驱动补偿机构对误差进行修正。例如,在高精度数控机床上,通过在导轨附近安装位移传感器,当检测到定位误差超出允许范围时,通过电机驱动滚珠丝杠等补偿机构,对刀具等部件的位置进行微调,从而保证加工精度。